
1、超声波探伤
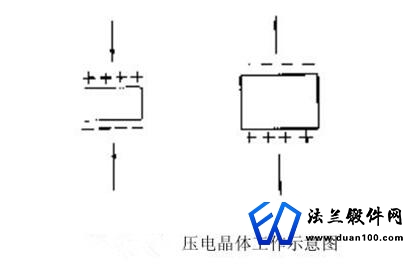
(1)基本原理 在超声波探伤技术中,一般是采用压电式换能器来发生超声波(人耳听不到的20000Hz以上的弹性振动称为超声波)。它是应用压电晶体如石英、钛酸钡、铬钛酸铅等晶体的伸缩效应而得到的。如图下图所示,如果给压电晶片加上一电振荡,当压电晶体上面电位是正下面是负时,压电晶体产生收缩;反之,当上面电位是负下面电位是正时,压电晶体产生伸长。这就是说,压电晶体随着加在其上的高频振荡电压而发生收缩和伸长,于是产生振动而发射出超声波。超声波与一般的波动过程一样,也具有反射、折射、绕射等特性。
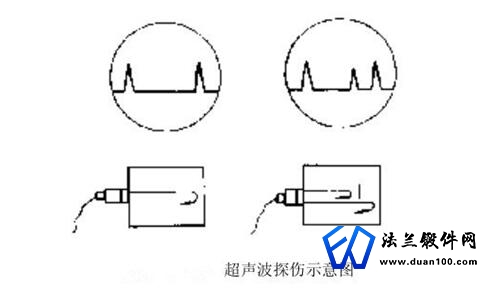
常用的超声波探伤仪是用压电式换能器做成探头,探头将电振荡转变成超声波射向被检锻件,并在其中传播。如锻件内没有缺陷,超声波碰到底面反射回来,又被该探头所接受,探头将此超声波转变成电振荡。开始发射超声波的电振荡讯号和由底面反射回来的超声波变成的电振荡讯号,在示波器上分别以“起始波”和“底波”表示出来,如下图所示。当锻件内有缺陷时,超声波碰到缺陷也会反射。因此,在示波器上:“起始波”与“底波”之间将多出现一个“缺陷波”。根据“缺陷波”的位置可判断缺陷的深度。例如,“缺陷波”分布在“起始波”与“底波”之间的正当中,则说明缺陷位于锻件上、下表面的正中间。如缺陷靠近锻件上表面,则“缺陷波”必然成比例地靠近起始波。另外,还可根据“缺陷级”波峰的高度判断缺陷的性质和大小。例如,如果尺寸大小相同,则气孔比夹杂反射较强烈,因而气孔的波峰较高。如为同一性质的缺陷,则缺陷愈大,反射波峰愈高。
为了使探头发出的超声波与接收的超声波互不干扰,必须使探头发射的超声波是脉冲式的,即在很短的时间内发射超声波后间断一段时间再发射。显然,此间断时间必须大于超声波由锻件表面到底面再反射回到表面所经过的时间。由于发射的超声波是脉冲式的,而且是利用缺陷上的反射讯号来发现缺陷,故将它称为脉冲式超声波探伤仪。
(2)注意事项
1)工作表面粗糙度 由于检验时探头要与锻件接触,所以要求锻件表面粗糙度小于Ra 3.21μm 。如果表面太粗糙,探头与被检件接触不良,则在示波器上可能会在主脉冲波之间出现一些小而不定位的脉冲波,这样就很难判断是锻件内的缺陷的反射波,还是由于表面粗糙而产生的假反射讯号。
2)缺陷大小、位置和形状的确定 缺陷大小的确定,主要根据经验判断。也可以须先制作好各种不同性质、不同深度、不同大小的人为缺陷的标准试块,反复进行试验比较,然后作标准波形图片,并以此作为实际生产中对缺陷大小的判断依据。
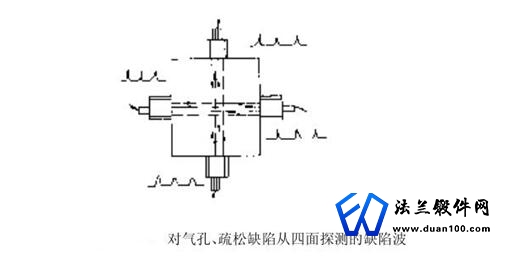
缺陷的具体位置与形状的确定与探头的数目和位置有关。如探头仅在一个面上探测,则只能大致确定缺陷的位置和形状。只有在互相垂直的面上进行探测,才有可能测出缺陷的立体形状。对于气孔、疏松等缺陷,最好是同时从上、下、左、右四个面上进行探测,如下图所示,才便于将其确定。
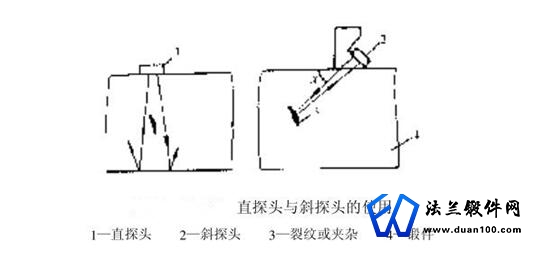
3)外探头的使用 对于裂纹、夹杂等缺陷的探测,超声波的穿透方向必须与缺陷的蔓延方向垂直,否则裂纹不能显示出来。这是因为平行于超声波穿透方向的裂纹面窄,超声波可以绕过裂纹而不反射回来。如下图左图所示,锻件中有一接近垂直于表面的缺陷,用直探头因接收不到反射波,故发现不了。如用斜探头,使超声波斜一角度射入,则能发现该缺陷。所以,为了能发现在锻件中各个方向、各个部位的缺陷,常常采用斜探头进行探伤。
脉冲式反射超声波探伤仪的优点是:
1)穿透力强,可以穿透几米甚至十几米厚的金属,这是其它无损探伤法(X光、
Y射线、磁力探伤等)无法比拟的。
2)设备灵巧,便于携带,操作简单,不需庞大电源设备,工作稳定安全。
3)能较准确地发现缺陷,如裂纹、夹杂、缩孔、气孔等的形状、位置及大小。
4)可以单面接触锻件进行检验,这对于大型锻件颇为方便。
5)生产率高、成本低。
该方法的缺点是:
1)对缺陷性质、大小不易准确判断,要求操作人员有丰富经验,并能对波形进行推断和比较。
2)要求被测锻件的表面粗糙度低,否则由于表面太粗糙,锻件与探头接触不良而产生的假讯号将导致判断错误。
3)锻件形状不可太复杂。过于复杂或太薄、太小的锻件,均容易产生假讯号而造成误断。
目前,这种探伤方法主要用于重要的大型锻件和军用大型锻件,如汽轮机轴、柴油机曲轴、发电机转子、航空发动机后轴颈、涡轮盘、压气机叶轮盘等。
2、低倍检验
锻件的低倍检验,实际上是用肉眼或借助10-30倍的放大镜,检查锻件断面上的缺陷。生产中常用的检查方法有:酸蚀、断口、硫印等。
对于流线、枝晶、残留缩孔、空洞、夹渣、裂纹等缺陷,一般是用酸蚀法检查其横向或
纵向断面。
对于过热、过烧、白点、分层、萘状和石状断口等缺陷,采用断口检查最易发现。
对于钢中硫化物分布的状况,硫印法是唯一有效的检查方法。
(1)酸蚀检验 对于一般中小锻件,取样根据检验目的来确定。欲检查整个断面的质量情况,一般取横向试样,如为了检查流线分布、带状组织等缺陷,则以取纵向试样为好。如要检查表面裂纹、淬火软点等缺陷,则应保留锻件外表层进行酸蚀试验。
试样检验面的表面粗糙度,依检验目的和所用酸蚀剂的冷热状态而定。热酸蚀检验面的表面粗糙度一般为Ra 1.6μm,冷酸蚀的应不超过Ra 1.6μm,必要时还要研磨、抛光。一般地说,被检验面的表面粗糙度越小,越容易暴露缺陷。
酸蚀检验方法分为热酸蚀和冷酸蚀两种:
1)热酸蚀检验 热酸蚀检验的试样制备及操作方法,在国家标准GB/T226-1991中有具体规定。当然,也可以根据双方协议来确定。
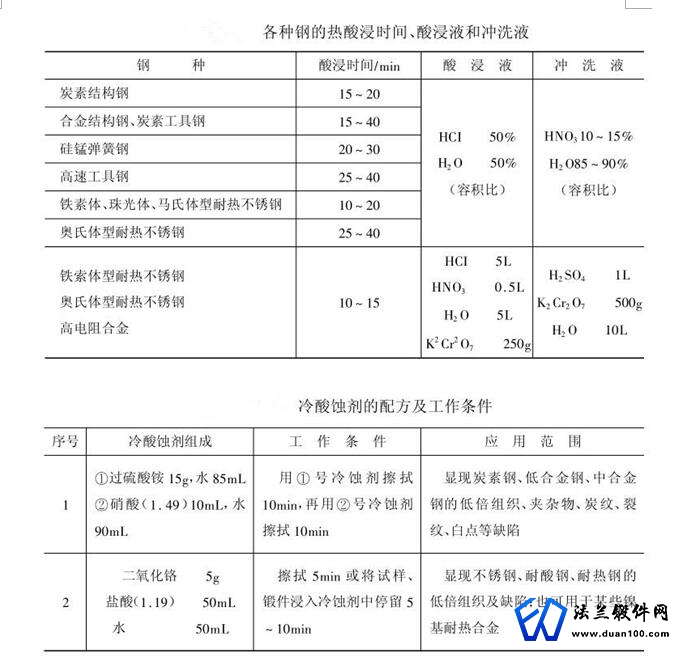
钢件或饲料的热酸蚀检验,一般是将车光、磨光的试样,清除油污、擦洗干净,放在盛有酸蚀液(通常为50%盐酸水溶液)的槽子内,在65-85℃进行热酸腐蚀,浸蚀一定时间后(一般为10-40min,以清晰显示宏观组织和缺陷力度),取出在70-80℃的热冲洗液冲洗于净并迅速用热风吹干,以免生锈而影响观察和评级鉴定。有关各类钢的热酸浸时间、酸浸液、冲洗液列于表下中。
对于铝合金、铜合金铸件,常用10-15%的苛性钢水溶液来腐蚀。把试样浸入70℃的上述浓度的苛性钠水溶液中,停留约5s,然后用热水仔细洗涤,用热吹风机吹干,可以显露铝、铜合金的宏观组织。
应特别注意:热酸蚀温度不要过高,时间不要过长,否则会引起腐蚀过度,影响检验效果。
2)冷酸蚀检验 冷酸蚀是在室温下进行的。
对于不便于用热酸蚀或用热酸蚀不易显示缺陷时才用冷酸腐蚀。前者如断面较大,不便切开且不便于热酸蚀的大型锻件,如汽轮机转子、大的叶轮、曲轴等;后者如硬化层、淬火软点及某些奥氏体型不锈钢等。冷酸蚀对试样表面粗糙度的要求比热酸蚀试样的小,粗糙及有明显切削加工刀痕的表面,会影响缺陷的显现、观察和判断。
冷酸蚀浸蚀剂种类很多,下表为其中一例。
上表序号1中的①号和②冷酸蚀剂,也可以分开单独使用。对于大型锻件中裂纹和白点的检查,最好是用表中列出的两次浸蚀方法。①号冷蚀剂是强氧化剂,当其浸入钢件上的缺陷后,缺陷的边缘被氧化并使之暴露出来,然后②号冷蚀剂将氧化的沉积物溶解,使缺陷显露得更加明显。
对于不便切开的大型锻件,可用棉纱蘸上浸蚀剂在其表面进行擦拭。
对于结构钢的低倍组织按冶金部部颁标准评级图对照进行评定。其它种类的评级标准多在相应的技术条件或在双方协议中规定。
(2)断口检验 断口检验可以发现钢锻件由于原材料本身的缺陷,或由于加热、锻
造、热处理造成的缺陷。
根据检验目的制备断口试样。对于一般缺陷如偏析、非金属夹杂等,由于随锻轧加工方向延伸,它们在纵向断口上比在横向断口上易于发现,所以应尽可能地制取纵向断口。
试样在折断前的状态,应以能真实地显示缺陷为准。根据不同的目的和要求,使试样处于不同的热处理状态,然后折断,观察断口的组织状态和缺陷。
1)淬火断口 试样经淬火后在较脆状态下折断,得到细腻的瓷状断口,含磷量特别低的钢呈细纤维状。淬火断口最有利于显露那些破坏钢的连续性的缺陷,如白点、夹杂、气泡、裂缝、缩孔等。因为较小的塑性变形和特别细腻平整的断口组织,能将破坏连续性的缺陷衬托得比较清晰,所以,通常均检验淬火断口,以充分显露那些不允许存在的缺陷。淬火断口也能显露萘状、石状等粗晶组织以及层状、偏析等不均匀性缺陷。
2)调质断口 试样经调质后在韧性状态下折断,得到较粗的纤维状断口,回火温度越高,纤维越粗大。调质断口能较好地显示成分和组织上的不均匀性。钢中不均匀的部分如枝晶偏析、疏松等经锻轧加工后,顺延展方向伸长成条带状,在调质断口上表现为不同韧脆程度的线条,相间排列成粗细不同的纤维组织。韧脆差别和纤维粗细,反映了组织不均匀的程度,也反映出钢的横向性能,尤其是横向塑性的水平。调质断口虽然也能显露其它缺陷,但不如淬火断口清晰,因此比较细小的缺陷,容易被塑性变形较大的粗纤维组织所掩盖。
3)退火断口 轴承钢和工具钢通常在退火或热轧状态下作锻口检验,得到的为结晶状断口。可用以检验钢的晶粒的均匀细密程度,也可以显露因石墨碳沿晶界析出而引起的黑脆及夹杂、缩孔等缺陷。
(4)硫印检验 硫印检验是一种显示钢中硫化物分布状况的检验方法。为了了解硫在钢坯或钢锻件大截面上的分布情况,比较全面地评价钢的质量,就应采用硫印检验法。以弥补化学分析和金相显微检查的不足。
1)基本原理 硫在钢中多以化合物(FeS,Mns)状态存在。硫印检验的原理是利用钢中硫化物与硫酸作用生成硫化氢,然后硫化氢与照相纸上的银盐作用生成硫化银。其化学反应如下:
FeS+H2SO4→FeSO4+H2S↑
MnS+H2SO4→MnSO4+H2S↑
H2S+2AgBr→Ag2S↓+2HBr
硫化银为棕色或棕褐色。照相纸上出现棕色斑点的地方,即为钢中存在硫化物的地方。试样上含的硫化物越多,上述反应越剧烈,照相纸上的印痕颜色就越深。因此,可以根据照相纸上印痕颜色的深浅、多少和分布来判断被检验试样中硫化物的多少和分布。
2)检验方法 钢的硫印检验方法是将照相纸先在3%~5%的硫酸水溶液中浸润,然后将照相纸涂有银盐(俗称药面)的一面,贴在钢坯或锻件经磨光去油的表面上,经3-5min后揭下,以清水冲洗,并按一般照相处理过程定影、水洗和烘干,即能显出结果。
3)应用 硫印检验主要用于检验碳钢低合金钢和中合金钢的质量,一般不用于高合金钢。
2、高倍检验
锻件的高倍检验,就是在各种显微镜下检验锻件内部(或断口上)组织状态与微观缺陷。高倍检验应用的显微镜有以下三种:
(1)普通金相显微镜
(2)透射式电子显微镜
(3)扫描电子显微镜
在生产实际中,一般检验项目,如检查结构图的晶粒度,夹杂物,脱碳和工具钢的碳化物分布状况等都是在普通金相显微镜下放大到100-500倍进行检验评定。需要指出的是:高倍光学金相试样应具有充分的代表性,特别是在研究缺陷产生的原因时,需选择和采取与研究目的有直接联系的试样。如检验锻件内部不同组织与夹杂物的状态和分,应切取纵向试样;如检验锻件脱碳、折叠、粗晶、渗碳层、淬硬层及其它表面缺陷,则应切取横向试样。对于晶粒度的检验,可按双方协议指定的取样部位取样。
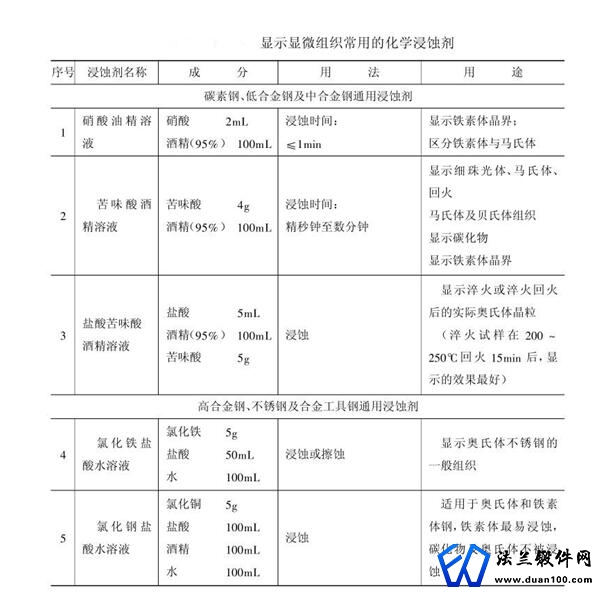
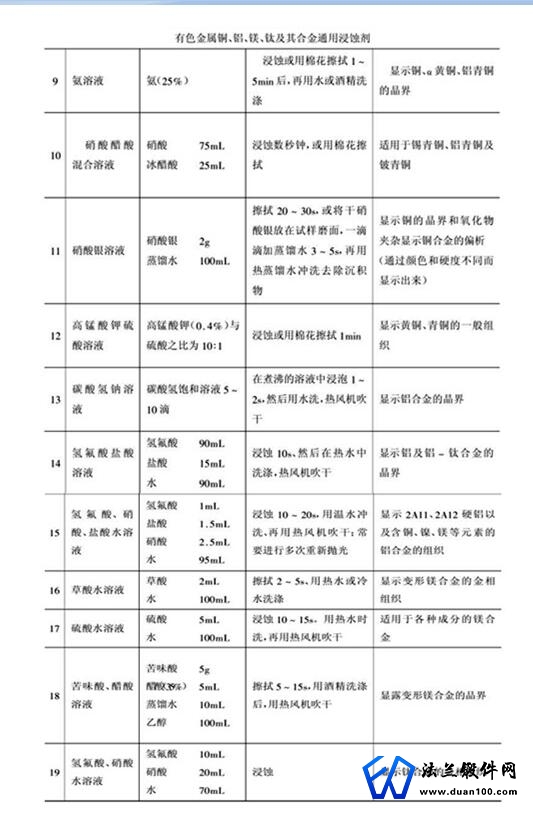
试样切取后,按顺序进行粗磨—细磨—抛光—浸蚀,最后在显微镜下检查。有时,抛光过的试样,不经浸蚀也可以在显微镜下观察裂纹、非金属夹杂等缺陷,但其显微组织必须经过化学浸蚀才能显示出来。化学浸蚀是否成功,取决于所选用的浸蚀剂、浸蚀方法和浸蚀时间等因素的恰当配合。常用浸蚀剂的成分、用法与用途列于下表。
更多法兰锻件资讯,就上法兰锻件网










