
本标准规定了压力容器法兰的分类、规格,法兰、螺柱、螺母的材料及与垫片的匹配,各级温度下的最大允许工作压力,技术要求以及标记。
本标准适用于公称压力0.25〜6.40MPa,工作温度-70〜450℃的碳钢、低合金钢制压力容器法兰。
2 引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 150—1998 钢制压力容器
GB/T 539—1995 耐油石棉橡胶板
GB/T 699—1999 优质碳素结构钢
GB/T 700—1988 碳素结构钢
GB/T 1801-1999 极限与配合 公差带和配合的选择
GB/T 1804—992 一般公差线性尺寸的未注公差
GB/T 3077—1999 合金结构钢
GB/T 3098.2—1982 紧固件机械性能螺母
GB/T 3274—1988 碳素结构钢和低合金结构钢热轧厚钢板和钢带
GB/T 3985—1995 石棉橡胶板
GB/T 5779.2—1986 紧固件表面缺陷 螺母 一般要求
GB 6654—1996 压力容器用钢板
JB/T 4701—2000 甲型平焊法兰
JB/T 4702—2000 乙型平焊法兰
JB/T 4703—2000 长颈对焊法兰
JB/T 4704—2000 非金属软垫片
JB/T 4705—2000 缠绕垫片
JB/T 4706—2000 金属包垫片
JB/T 4707—2000 等长双头螺柱
JB 4726-2000 压力容器用碳素钢和低合金钢锻件
JB 4727-2000 低温压力容器用碳素钢和低合金钢锻件
JB 4730—1994压力容器无损检测
3 选用原则与标准适应的腐蚀裕量
3.1 压力容器法兰宜优先采用本标准法兰,按本标准选用的法兰可免除GB 150的有关计算。
3.2 本标准中乙型法兰的适用腐蚀裕量为不大于2mm,当腐蚀裕量超过2mm但不大于3mm时,应加厚短节厚度2mm。长颈对焊法兰的适用腐蚀裕量不大于3mm。
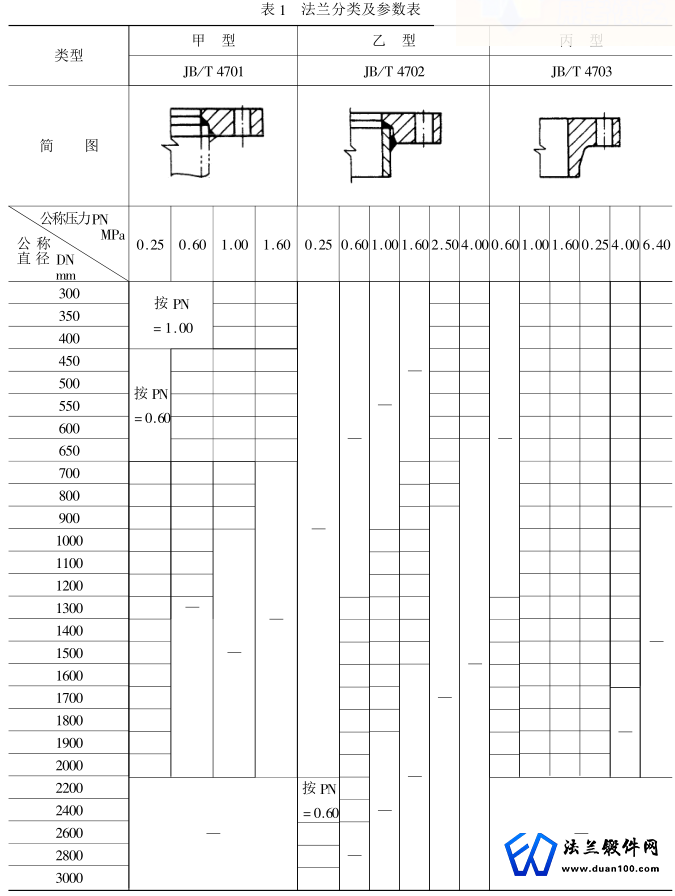
4 法兰的分类、材料匹配、工作温度及最大允许工作压力、结构尺寸
4.1 法兰分类及系列参数见表1的规定。
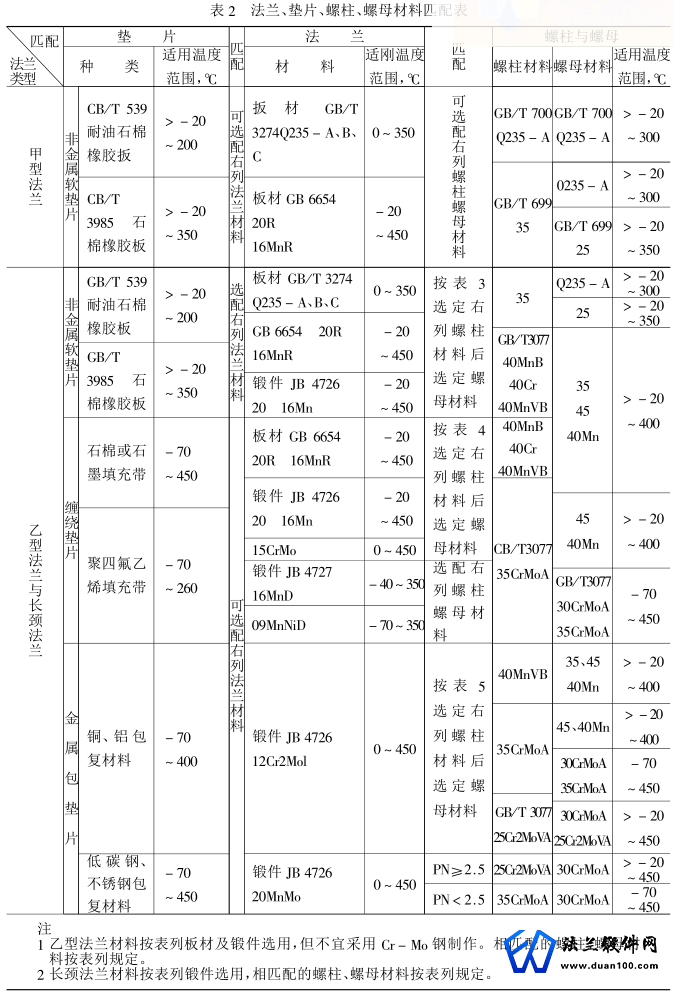
4.2 法兰、垫片、螺柱、螺母材料的匹配
4.2.1 甲型平焊法兰、乙型平焊法兰和长颈对焊法兰(以下简称甲型、乙型、长颈法兰)、 垫片、螺柱、螺母材料的匹配及工作温度范围应符合表2的规定。
4.2.2 螺柱的硬度(布氏硬度,HB)应比螺母髙20〜30,相同强度级别的材料可以通过不同的热处理状态实现。
4.3 法兰的工作温度及最大允许工作压力、结构尺寸
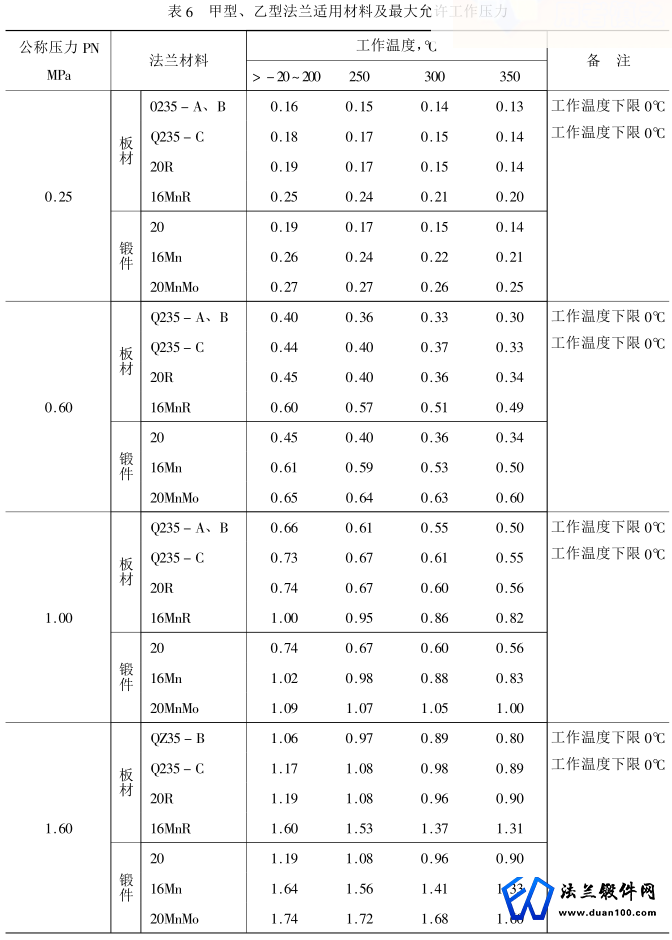
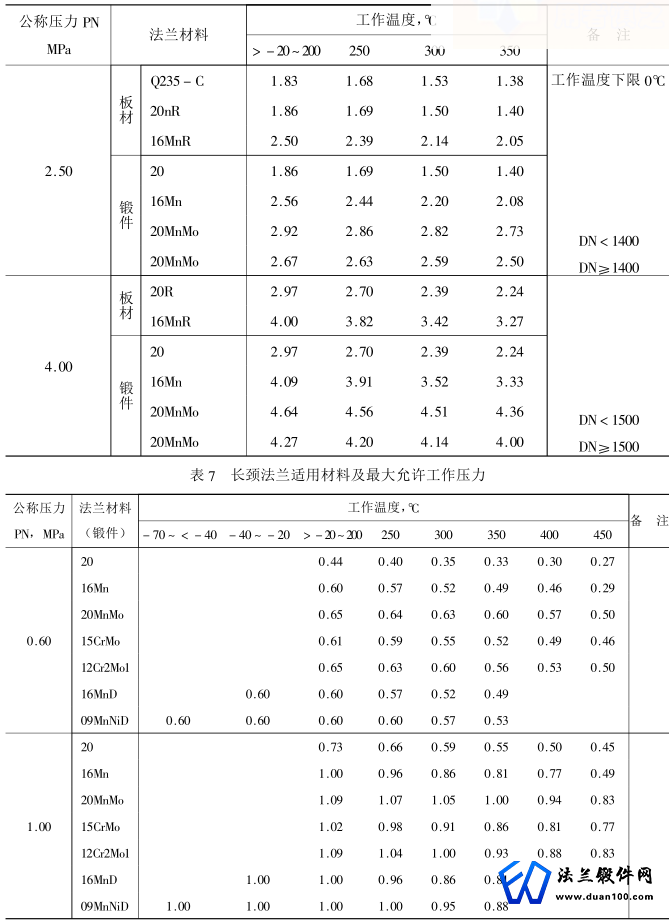
4.3.1 甲型法兰的工作温度为高于-20〜300℃,乙型法兰的工作温度为高于-20〜350℃,其最大允许工作压力见表6的规定,结构尺寸分别按JB/T 4701、JB/T 4702的规定。 衬环乙型法兰的使用温度由设计者根据情况决定。
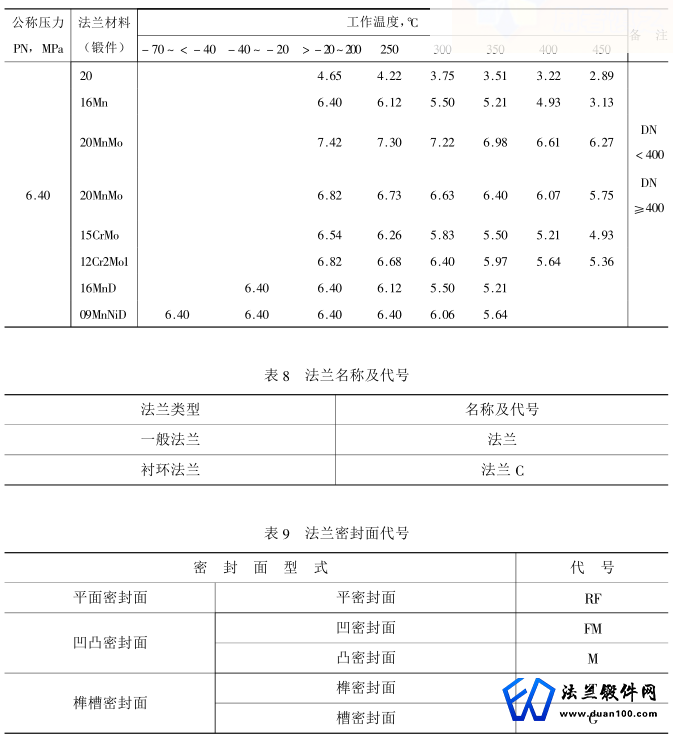
4.3.2 长颈法兰的工作温度为-70〜450℃,其最大允许工作压力见表7的规定,结构尺寸按JB/T 4703的规定。衬环法兰的使用温度由设计者根据情况决定。
4.3.3 选用标准法兰时,所选取法兰工作温度应不低于该法兰在使用条件下的设计温度;法兰最大允许工作压力应不小于该法兰在使用条件下的计算压力。当法兰承受轴向拉力或弯矩时,应另行考虑其作用。
4.4 垫片
垫片按JB/T 4704、JB/T4705、JB/T 4706的规定。
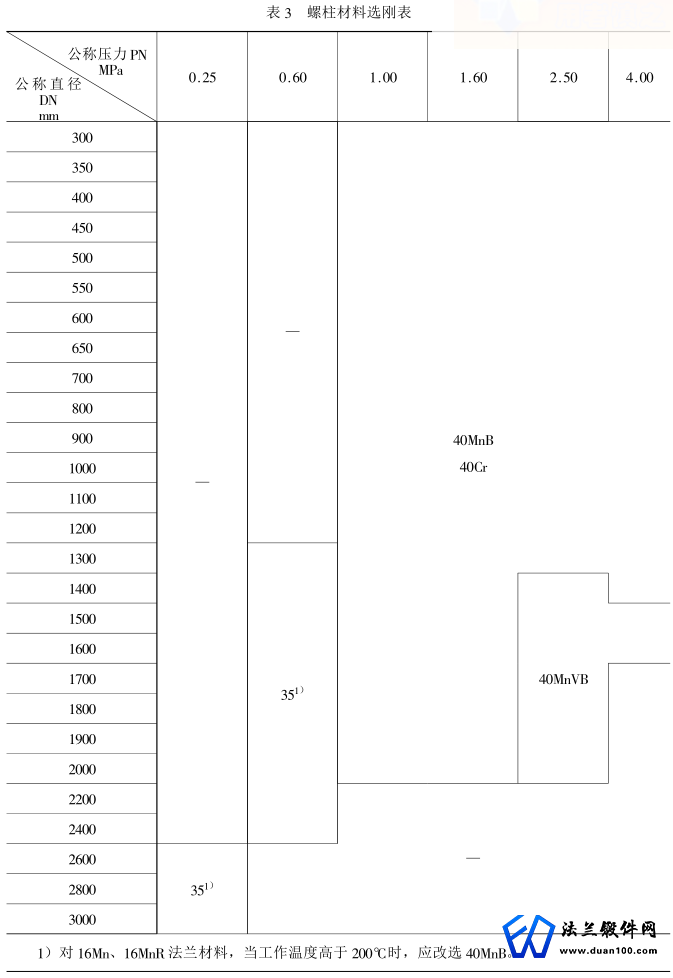
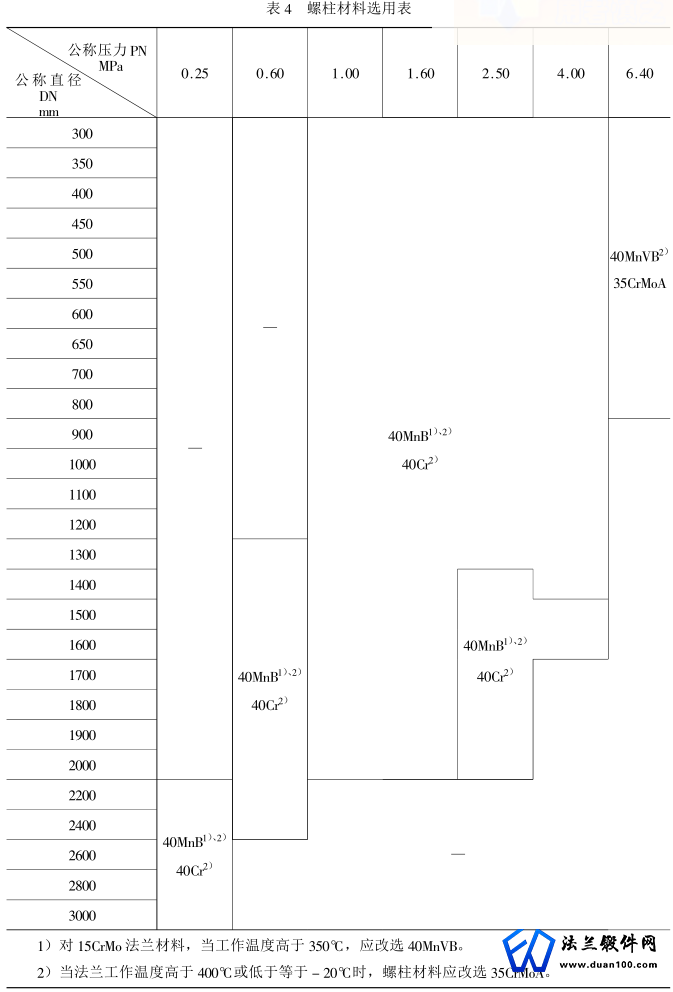
4.5 螺柱、螺母
螺柱按JB/T 4707的规定。
螺母按GB/T3098.2、GB/T3077、GB/T5779.2 的规定。
5 代号、标记及标记示例
5.1 代号
法兰类型代号应符合表8的规定。
密封面型式代号应符合表9的规定。

5.2 标记
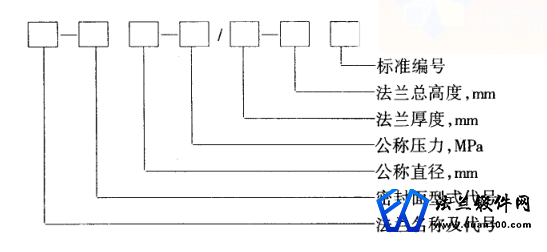
法兰标记由七部分组成,如下图所示:
当法兰厚度及法兰总高度均采用标准值时,此两部分标记可省略。
为扩充应用标准法兰,允许修改法兰厚度δ、法兰总高度H,但必须满足GB 150 中的法兰强度计算要求。如有修改,两尺寸均应在法兰标记中标明。
5.3 标记示例
5.3.1 标准法兰
公称压力1.6MPa、公称直径800mm的衬环榫槽密封面乙型平焊法兰的榫面法兰,
且考虑腐蚀裕量为3mm(即应增加短节厚度2mm,δ改为18mm):
标记:法兰C—T 800—1.60 JB/T 4702—2000,并在图样明细表备注栏中注明:δt=18.
5.3.2 修改尺寸的标准法兰
公称压力2.5MPa、公称直径1000mm的平面密封面长颈对焊法兰,其中法兰厚度改为78mm法兰总高度仍为155mm:
标记:法兰一RF 1000—2.5/78—155 JB/T 4703—2000。
5.3.3 法兰衬环材料由设计者决定。衬环材料应用括号标注在法兰材料后或图样明细表备注栏中。
如:16Mn(环0Cr18Ni9)。
5.3.4 乙型法兰的短节材料应与法兰材料相同。如不相同,其强度级别应不低于法兰材料,且应与法兰材料间有良好的焊接性,并在图样明细栏中注明,标注方法同5.3.3 的规定,如:20R(节16MnR)。短节长度允许加长。加长后,法兰厚度δ及法兰总高度H均在法兰标记中标明。
6 技术条件
6.1 法兰的制造、检验与验收除应符合本标准的规定外,还应符合图样要求。
对用于工作温度等于低于-20℃的长颈对焊法兰及其配套螺柱、螺母的材料的性能,锻件级别,低温冲击功指标及制造、检验等技术要求应符合GB 150的规定。
6.2 材料
6.2.1 钢板应符合GB 150、(GB/T3374、GB 6654)的规定。
6.2.2 Q235-A钢板不得用作盛装液化石油气体、毒性为高度或极度危害介质的压力容器法兰。
0235-B钢板不得用作毒性为高度或极度危害介质的压力容器法兰。
6.2.3 法兰用碳素钢和低合金钢钢板,凡符合下列条件者,应在正火状态下使用:
a)厚度大于50mm的20R、16MnR钢板;
b)15MnVR钢板。
6.2.4 法兰允许用钢板拼接焊制,对长颈法兰应符合GB 150的有关规定.拼接法兰应进行焊后消除应力热处理。
6.2.5 锻件按JB 4726或JB 4727的级检验与验收,有特殊要求时按图样的规定。
6.2.6 轧制法兰应符合附录A(标准的附录)的规定,并按表A1、A2选用。
6.3 机械加工
6.3.1 凹凸密封面凹面和凸面的外径公差、榫槽密封面榫面和槽面的外径公差按GB/T 1801的规定。孔为H12,轴为h12。
6.3.2 螺柱通孔中心圆直径和相邻两螺柱通孔弦长的允差±0.60mm,任意两螺柱通孔弦长的允差符合表10的规定。

6.3.3 上述规定外的未注公差尺寸的公差按GB/T 1804的m级的规定。
6.4 焊接
6.4.1 甲型、乙型法兰的法兰环与圆筒或短节的连接焊缝应全焊透。长颈法兰与圆筒的对接焊缝应为全焊透焊缝。焊缝应充满、完整,不得有凹坑等危及强度的缺陷。
6.4.2 法兰的焊接应依据可靠的焊接工艺评定,以确保焊接质量。
6.5 法兰与圆筒连接要求
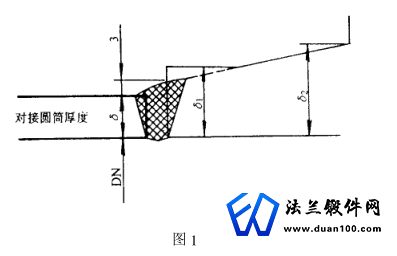
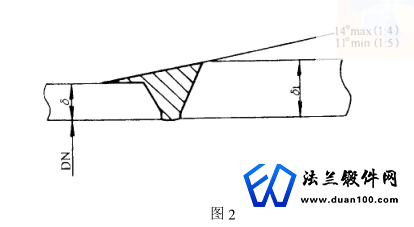
6.5.1 乙型法兰的短节厚度或长颈法兰的直边厚度与其相连接的圆筒厚度不等时:若圆筒厚度不大于10mm,且与短节或长颈直边厚度差超过3mm;若圆筒厚度大于10mm,且与短节或长颈直边厚度差大于简体厚度的30%或超过5mm时,乙型平焊法兰应按斜率1:3、长颈对焊法兰按图1虚线削薄,或者在对接焊缝的筒体端部按图2堆焊过渡。
6.5.2 与长颈法兰相连接的圆筒厚度应不小于JB/T 4703中规定的对接筒体最小厚度且简节长度不小于DN厚度。当对接圆筒厚度小于最小对接圆筒厚度知。时,应按JB/T 4703中的表3要求,调整法兰总高度(其他尺寸不变),并连同法兰厚度在标记中标明。
6.6 检验与验收
6.6.1 法兰焊缝检测要求
6.6.1.1 法兰的拼接焊缝须经百分之百射线或超声检测。
6.6.1.2 对长颈法兰,当工作压力大于或等于0.8倍本标准中规定的最大允许工作压力时,法兰与圆简的对接焊缝必须进行丨00^的射线或超声检测,检测方法按川4730。 射线检测II级合格,超声检测I级合格。
当法兰所在容器图样对容器壳体的检测要求未能满足上述要求时,则该要求应在图 样中标明。
6.6.1.3 对甲型平焊法兰、乙型平焊法兰,法兰与圆筒或短节间的连接焊缝表面应进行磁粉或渗透检测,检测方法按JB 4730,检测结果1级合格。
6.6.2 法兰表面不得有裂纹及其他降低法兰强度或连接可靠性的缺陷。
6.6.3 乙型法兰短节的制造、检验与验收要求与对接的圆筒相同。
6.6.4 带衬环的法兰,检漏孔应通入0.4-0.5MPa的压缩空气或0.05MPa的氨气进行焊缝质量和渗漏检査。检漏孔中心线应对两相邻螺柱通孔跨中。
6.7 衬环法兰密封面的加工应在衬环焊接、检验合格后进行。
6.8 法兰加工完后应在密封面上涂防锈油,并防止密封面碰伤。
6.9 法兰成品需在法兰盘外圆面上打上钢印标记:钢号、公称直径、公称压力;衬环材料、短节材料应用括号标注在法兰盘材料后。
例:16MnR(环0Cr18Ni9)(节16MnR)DN1000PN1.00
更多法兰锻件资讯,就上法兰锻件网










