
(1)找正对于锻件毛坯,在划线前一般都要先做好找正工作。找正就是利用划线工具(如划线盘、90°角尺、单脚规等),使工件上有关的毛坯表面处于合适的位置。找正的目的有如下几方面:
1)当锻件上有不加工表面时,通过找正后再划线,可使加工表 面与不加工表面之间保持尺寸均匀。
2)当锻件上有两个以上不加工表面时,应选择其中面积较大、较重要的或外观质量要求较高的为主要找正依据,并兼顾其 他较次要的不加工表面,使划线后的加工表面与不加工表面之间的尺寸,如壁厚、台的髙低等都^量均匀和符合要求,而把无法弥补的误差(尚未超出允许范围),反映到较次要的或不明显的部位上去。
3)当锻件上没有不加工表面时,通过对各加工表面自身位置找正后再划线,可使各加工表面的加工余量得到合理、均匀的分布,而不致出现相差太悬殊的状况。
由于锻件毛坯各表面的误差和工件结构形状不同,划线时的找正要按工件的实际情况进行。

(2)借料当锻件毛坯在形状、尺寸和位置上的误差缺陷用找正后的划线方法不能补救时,就要用借料的方法。借料就是通过试 划和调整,使各个加工面的加工余量合理分配,互相借用,从而保证各个加工表面都有足够的加工余量,而误差和缺陷可在加工后排除。
要做好借料划线,首先要知道待划毛坯的误差程度,确定需要借料的大小和方向,这样才能提髙划线效率。如果毛坯误差超出许可范围,就不能利用借料来弥补。
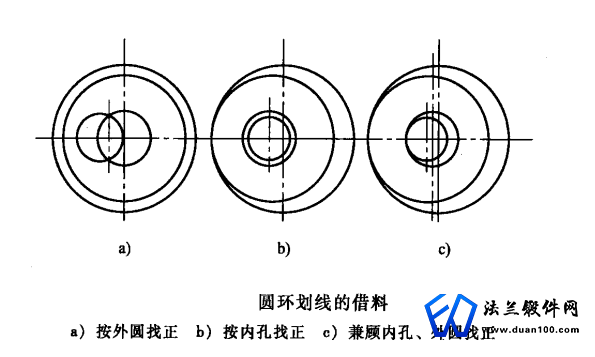
图所示为锻造的圆环毛坯,其内、外圆都要加工。如果毛坯形状比较准确,则可以按图样尺寸划线,此时划线工作比较简单。如果锻造圆环的内、外因偏心较大,划线就不那么简单了。若按外圆找正划内孔加工线,则会发现内孔有个别部分的加工余量不够,如图所示。若按内孔找正划外圆加工线,则会发现外圆个别部分的加工余量不够,如图所示。只有在内孔和外圆都兼顾的情况下,适当地将圆心选在锻造毛坯的内孔圆心和外圆圆心之间的一个位置上划线,才能使内孔和外圆都保证有足够的加工余量,如图所示。
通过划线借料,可以使有误差的毛坯仍能很好地利用。当然,误差太大时,则无法补救。
更多法兰锻件资讯,就上法兰锻件网










