
根据轴类锻件图把毛坯通过自由锻造的方法生产出锻件的全部过程称为自由锻造工艺规程。生产企业需要包括绘制锻件图、选择毛坯、制定工艺、选择设备和工具、加热、冷却和检验等一系列内容。
锻件图的绘制
锻件图是以零件图为基础,结合自由锻造工艺特点绘制而成的图形。它是工艺规程的核心内容,是制定锻造工艺过程和锻件检验的依据。锻件图必须准确而全面地反映锻件的特殊内容,如圆角、斜度等,以及对产品的技术要求,如性能、组织等。
绘制锻件图时主要考虑以下几个因素:
(1)机械加工余量。余量是指为了保证机械加工后获得零件所规定的尺寸精度和表面粗糖度而增加的一部分金属量。
(2)公差。公差是指锻件实际尺寸对公称尺寸所允许的偏差,一般为余量的1/3-1/4。
(3)敷料。对于某些形状较复杂的零件,为了易于锻造,需要对它进行简化,其方法是在难以锻造部分加上一部分金属予以简化。这部分添加上去的金属就称为敷料,也称为余块。余块在切削加工时去除。
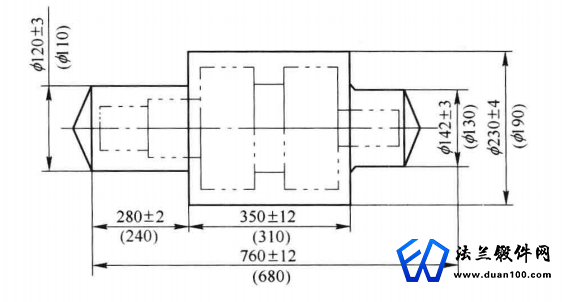
根据零件图加上余块、余量和公差,然后计算出各部分的尺寸就可绘制锻件图。典型锻件图如图所示。
坯料质量和尺寸的计算
A确定坯料质量
自由锻造所用坯料的质量为锻件的质量与锻造时各种金属消耗的质量之和,可由下式计算:
G坯料=C锻件+G烧损+G料头
式中:
G坯料-坯料质量,kg;
G锻件-锻件质量,kg;
G烧损-加热时坯料因表面氧化而烧损的质量,kg,第一次加热取被加热金属质量分数的2%-3%、以后各次加热取1.5%-2.0% ;
G料头-锻造过程中被冲掉或切掉的那部分金属的质量,kg,如冲孔时坯料中部的料芯、修切端部产生的料头等。
对于大型锻件,当采用钢锭作坯料进行锻造时,还要考虑切掉的钢锭头部和尾部的质量。
B确定坯料尺寸
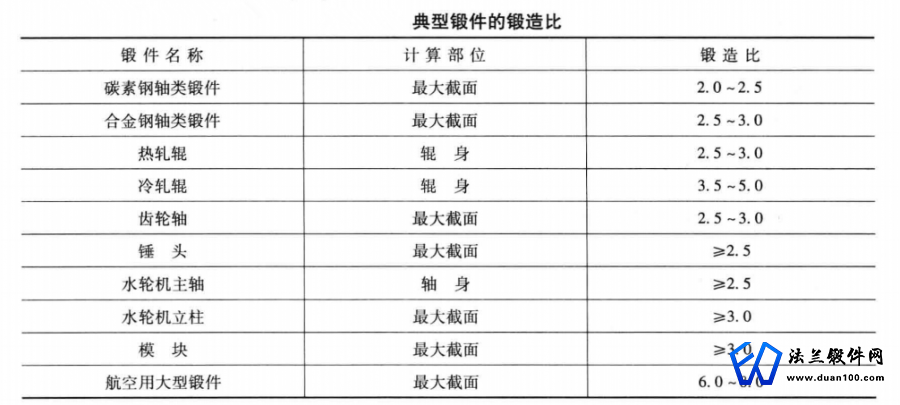
根据塑性加工过程中体积不变条件和采用的基本工序类型(如拔长、镦粗等)的锻造比、高度与直径之比等计算出坯料横截面积、直径或边长等尺寸。
选择锻造工序
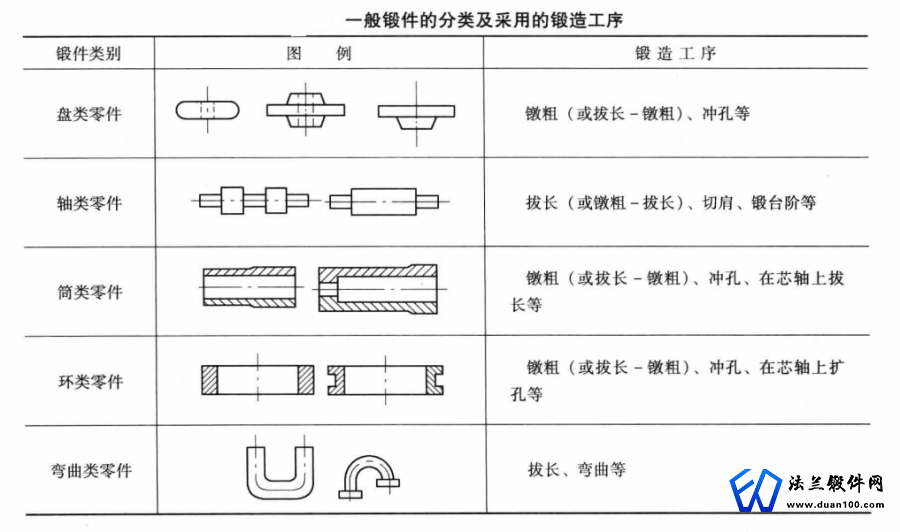
自由锻造工序的选取应根据工序特点和锻件形状来确定。一般而言,盘类零件多采用 镦粗(或拔长-镦粗)和冲孔等工序;轴类零件多采用拔长、切肩和锻台阶等工序。一般锻件的分类及采用的锻造工序见表。
自由锻造工序的选择与整个锻造工艺过程中的火次(即坯料加热次数)和变形程度有关。所需火次与每一火次中坯料成形所经历的工序都应明确规定出来,写在工艺卡 片上。
选择锻造设备
根据作用在坯料上力的性质,自由锻造设备分为锻锤和液压机两大类。
确定锻造温度范围
锻造温度范围是指始锻温度和终锻温度之间的温度范围。锻造温度范围应尽量选宽一些,以减少锻造火次,提高生产率。
填写工艺卡片
工艺卡主要用来描述一个产品的装配顺序、工艺标准、工时等。
自由锻件的结构工艺性
自由锻件的设计原则是:在满足使用性能的前提下,锻件的形状应尽量简单,易于锻造。具体设计要求为:
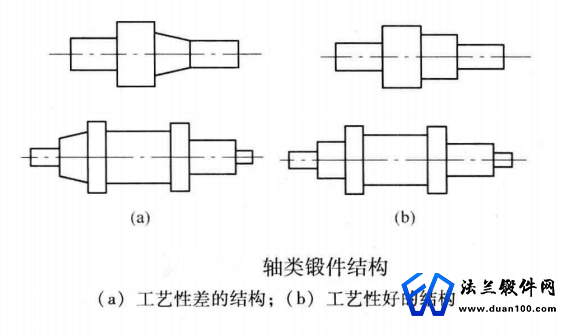
(1)尽量避免锥体或斜面结构,如图所示。
(2)避免几何体的交接处形成空间曲线。
(3)避免加强肋、凸台、工字形、椭圆形或其他非规则截面及外形。
(4)合理采用组合结构。锻件的横截面积有急剧变化或形状较复杂时,可设计成由数个简单件构成的组合体。每个简单件锻造成形后,再用焊接或机械连接方式构成整体零件。
更多法兰锻件资讯,就上法兰锻件网










