
1.变形工艺
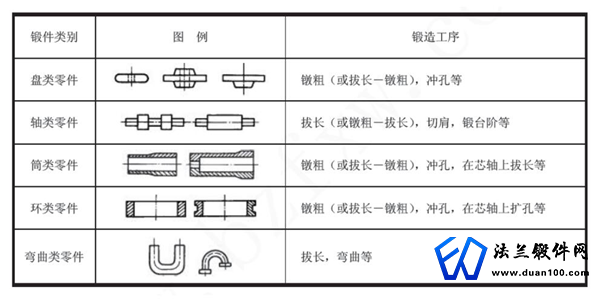
变形工艺的内容包括:确保锻件成形必需的工序、决定工序顺序、设计工艺尺寸等。锻件所需变形工序及工序顺序应根据锻件形状、尺寸和技术要求,并考虑具体生产条件等而确定。
自由锻工序的选择与整个锻造工艺过程中的火次(即坯料加热次数)和变形程度有关。所需火次与每一火次中坯料成形所经历的工序都应明确规定出来,写在工艺卡片上。
自由锻工序的选择与整个锻造工艺过程中的火次(即坯料加热次数)和变形程度有关。所需火次与每一火次中坯料成形所经历的工序都应明确规定出来,写在工艺卡片上。
2. 锻造比
锻造比是金属在锻造前后截面面积之比。它表示锻造变形量的大小。用 y 表示。
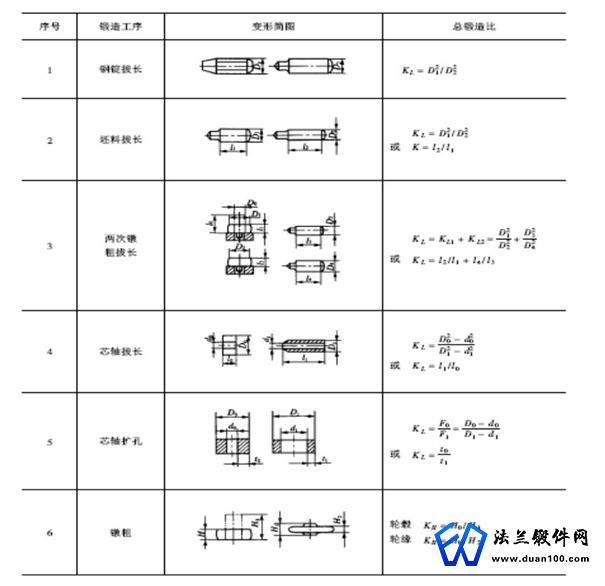
3. 锻造比的计算
不同的锻造工序,锻造比方法各不相同。
锻造比分为工序锻造比、火次锻造比和总锻造比。
当只用拔长或只用镦粗,而进行几次锻造时,则总锻造比等于各次锻造比的乘积,
即 y 总 =y 1 ·y 2 ·y 3 …
如两次拔长中间镦粗或两次镦粗中间拔长时,总锻造比规定为两次锻造比相加,
即 y 总 =y 1 +y 2 +y 3 …
式中未将中间镦粗或中间拔长的锻造比计算在总锻造比之内。
注:a.钢锭倒棱的锻造比不计算在总锻造比内;b.连续拔长或连续镦粗时,总锻造比等于分锻造比之乘积;c.两次镦粗拔长和两次镦粗间有拔长时,总锻造比等于两次分锻造比之和,并要求各次分锻造比不小于 2。
4. 锻造比对组织和机械性能的影响
锻造过程随着锻造比增大,由于内部孔隙焊合,铸态树枝晶被打碎,锻件的纵向和横向的力学性能均得到明显提高。当锻造比超过一定数值后,由于形成纤维组织,横向力学性能(塑性、韧性)急剧下降,导致锻件出现各向异性。因此,在制定工艺时,应合理地选择锻造比。
更多法兰锻件资讯,就上法兰锻件网










