
拔长是使毛坯长度增加、横截面面积减小的工序。它除了用于锻件成形外,还常用来改善锻件的内部组织、提高力学性能。
(1)拔长操作的基本方法
拔长操作的基本方法有三种,如图所示。
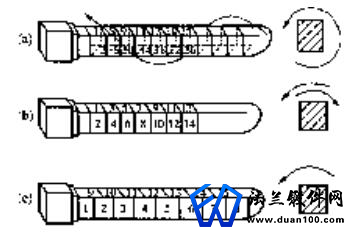
1.沿螺旋线翻转拔长,常用于塑性较低的材料。
2.反复翻转拔长,常用于塑性较好的材料。
3.单向顺序拔长,常用于大型锻件,如图。
(2)拔长工艺规则
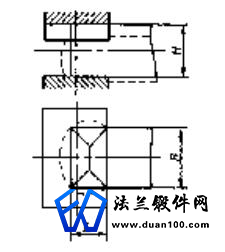
1.为了提高锻造生产效率和保证锻件质量,拔长时的每次送进量L应小于坯料宽度B,大于坯料厚度H的40%(如图),即B>L>0.4H,以 L=(0.6-0.8)H为好。
2.拔长台阶轴锻件时,为了锻出台阶和凹档,应先用三角压肩或圆棒压痕,切出所需坯料长度再分段拔长。
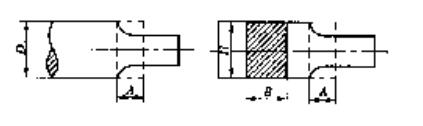
3.拔长坯料端部时,为防止端部出现凹心和夹层,端部的最小压料长度A应满足以下规定:对圆形截面的坯料,A>1/3D;对矩形截面的坯料,当 B/H>1.5时,A>0.4B,当B/H<1.5时,A>0.5B如图。
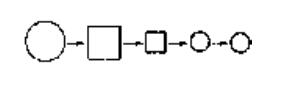
4.拔长时如坯料原始截面是圆形,最终对锻件的要求也是圆形,应按圆→方→圆的顺序进行拔长,并以方形拔长为主要变形阶段,如图。
b/d芯轴 ———坯料壁厚和芯轴直径。
无论是在型砧还是在平砧上拔长,拔长过程均应以六角形为主要变形阶段,即:圆→六角→圆。
5.芯轴拔长时的坯料高度H0 ,通常取等于坯料直径的0.6-1.0倍。
6.为避免锻件两端产生裂纹,应在高温下先锻坯料两端,然后再拔长中间部分,拔长顺序操作。
更多法兰锻件资讯,就上法兰锻件网










