
1. 加热的目的
提高金属的塑性,降低变形抗力,使其易于流动成形并获得良好的锻后组织。能否把原材料转化为高质量的锻件,对压力加工领域来说主要面临两个方面的问题:金属的塑性;变形抗力。因而锻造生产中,金属坯料锻前大部分需要加热以改善这两个条件。
2. 加热方法
根据金属加热时所用的热源不同,目前生产中应用的加热方法有火焰加热(燃煤、气、油)和电加热法。
3. 锻造温度范围的确定
钢的锻造温度范围,是指开始锻造温度(始锻温度)和结束锻造温度(终锻温度)之间的一段温度区间。
3.1 确定锻造温度的基本原则
要求在锻造温度范围内金属具有良好的塑性和较低的变形抗力;能锻出优质锻件;锻造温尽可能宽广些,以便减少加热火次,提高锻造生产率。
3.2 确定锻造温度范围的基本方法
以合金平衡相图为基础,再参考塑性图、抗力图和再结晶图,由塑性、质量和变形抗力三个方面加以综合分析,从而定出始锻温度和终锻温度。
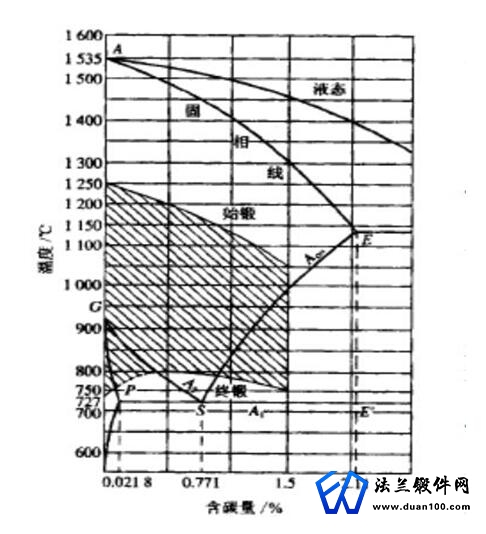
一般来讲,碳钢的锻造温度范围,根据铁‐碳平衡图可直接确定。对于多数合金结构钢的锻造温度范围,可以参照含碳量相同的碳钢来考虑。但对塑性较低的高合金钢,以及不发生相变的钢种(如奥氏体钢、铁素体钢),则必需通过试验,帮能订出合理的锻造温度。
3.3 始锻温度的确定
确定钢的始锻温度,首先必须保证钢无过烧现象。因此对碳钢来讲,始锻温度应比铁‐碳平衡图的固相线低150‐250℃。如以钢锭为坯料时,由于铸态组织比较稳定,产生过烧的倾向性小,因此,钢锭的始锻温度比同钢种钢坯和钢材要高 20‐50℃。
3.4 终锻温度的确定
在确定终锻温度时,如果温度过高,会使锻件的晶粒粗大,甚至产生魏氏组织。相反,终锻温度过低,不仅导致锻造后期加工硬化严重,可能引起断裂而且会使锻件局部处于临界变形状态,产生粗大晶粒。因此,通常钢的终锻温度应稍高于再结晶温度。这样,既保证坯料在终锻前仍有足够的塑性,又可使锻件在锻后能够获得较好的组织性能。
4. 金属的加热规范
加热规范是指坯料从装炉开始到加热完一整个过程对炉子温度和坯料温度随时间变化的规定。
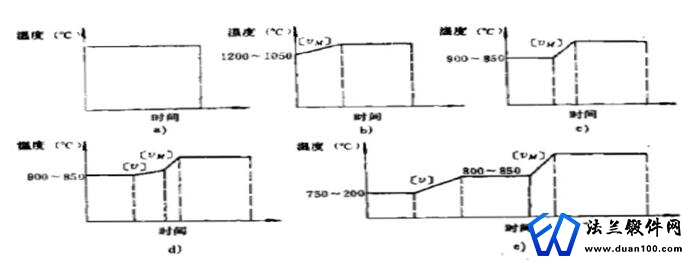
4.1 加热规范的类型
加热规范采用炉温‐时间的变化曲线(又称加热曲线)来表示。常用的加热规范有:一段式、二段式、三段式、四段式、五段式。
4.2 加热规范制定的原则及方法
加热规范通常包括装炉温度、加热各个阶段炉子的升温速度、各个阶段加热(保温)时
间和总的加热时间,以及最终加热温度、允许的加热不均匀性和温度头(炉温与料温差)等。
一般情况下,制定正确的加热规范应保证金属在加热过程中不产生裂纹、过热和过烧,
加热均匀、氧化脱碳少,加热时间短、生产效率高和节省燃料等,总之应保证高效、优质、
低消耗。总之,在制定加热规范时,主要从钢料的断面尺寸、化学成份、塑性、强度极限、导温性、线膨胀系数、组织特点及在加热时的变化和坯料的原始状态等方面进行综合考虑。
更多法兰锻件资讯,就上法兰锻件网










