
基本工序:镦粗、拔长、冲孔、扩孔、弯曲、切割、扭转和错移等
辅助工序:压钳口、倒棱、压肩等
修整工序:修整、校直、平整端面等
1. 镦粗
1.1 定义
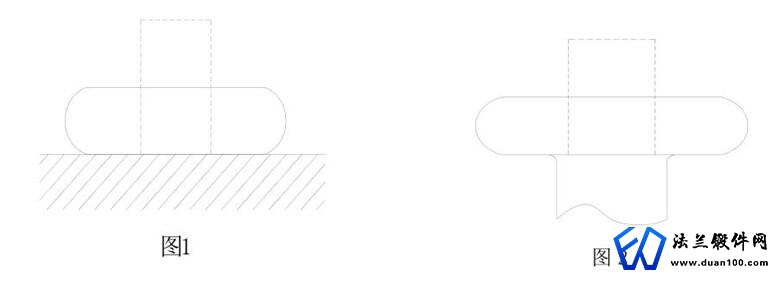
锻造加工沿工件轴向进行锻打,使其长度减小,横截面积增大的操作过程。如下图:
1.2 用途
a.锻制饼块类锻件;
b.空心锻件在冲孔前使坯料横截面增大和平整;
c.锻造轴杆类锻件可提高后续拔长工序的锻造比;
d.提高锻件的横向力学性能和减小力学性能的异向性。
1.3 分类与方法
镦粗分全镦粗(见图 1)和局部镦粗(见图 2)。方法有铆镦、叠镦等。
1.4 镦粗时的工艺参数及要领
1.4.1 工艺参数
镦粗时的工艺参数主要指坯料的高径比。为防止镦粗时产生纵向弯曲,圆柱坯料高度与
直径之比不应超过2.5~3,控制在2~2.5的范围更好。为避免出现双鼓形,锤上用坯料取高径比1.5~2。
1.4.2 操作要领
a.料下料端面应平整,并与轴心线垂直。
b.坯料内部缺陷和减小镦粗变形抗力,在镦粗前应将坯料加热到最允许的加热温度,并要求温度均匀。
c.较要围绕轴心线转动,坯料发生弯曲时需立即进行校正。
d.缩量应小于材料塑性允许的范围。
e.后需要进一步拔长时,应考虑拔长的可能性,即不宜镦的太低。高径比为0.6.前应进行倒棱制坯,其目的是焊合皮下缺陷,使镦粗时侧面不致产生裂纹,同时去掉钢锭的棱边和锥度。
f.坯高度应与设备空间相适应在锤上镦粗时,应满足 H-h 0 >0.25, H为锤头的最大行程,h 0 为坯料原始高度。在水压机上镦粗时,H-h 0 >100mm,,H为水压机的最大距离,h 0 为坯料原始高度。
2. 拔长
2.1 定义
拔长是沿垂直于工件的轴向进行锻打,以使其截面积减小,而长度增加的操作过程。
2.2 用途
a.轴杆类、筒类锻件成形;
b.芯轴拔长还是高环类锻件的预备工序;
c.改善锻件内部质量
2.3 分类与方法
2.3.1 分类
拔长分直接拔长和芯轴拔长。
2.3.2 方法
根据使用的工具有平砧拔长、型砧(“v”型砧和弧形砧)拔长
根据拔长的效果有普通拔长、“WHF”法拔长、“FM”法拔长和“JTS”法拔长
2.4 拔长工序及其操作要领
实际上拔长是一系列的横向镦粗的过程,变形相当于沿着轴向进行一系列镦粗工序的组合。
拔长时的锻透程度,内、外部裂纹及锻件内在质量,均与拔长时的变形分布和应力状态有关,主要取决于送进量、压下量、砧子形状、拔长操作等工艺因素。
2.4.1 送进量的影响
送进量的大小不仅关系到拔长效率,而且影响锻件质量。
当送进量小时(l 0 /h 0 <0.5),拔长变形区则出现双鼓形。这时变形集中在上、下表面层,中心部分非但不能锻透,并且出现轴向拉应力,容易引起内部横向裂纹(见左下图)。送进量如果小于单边压下量还会在锻件表面形成折叠。
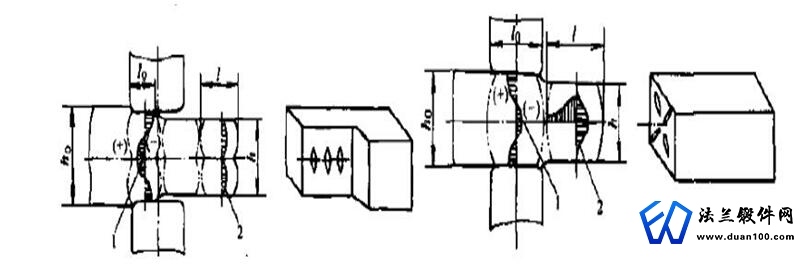
当送进量过大时(l 0 /h 0 >1),拔长变形区出现单鼓形,心部变形很大,得到锻透,但在鼓形的侧面和角部受拉应力,容易引起表面裂纹与角裂。如果坯料在同一位置反复重击,由于金属沿对角线的剧烈流动,还会使塑性低的锻件产生十字裂纹(见右上图)。
综合考虑送进量对拔长效率和锻件质量的影响,一般认为相对送进量l 0 /h 0 =0.5~0.8较为合适,绝对送进量常取l 0 =(0.4~0.8)B。 B为砧宽
2.4.2 压下量的影响
拔长时增大压下量不但可提高生产率,还可强化心部变形,有利于锻合内部缺陷。拔长压下量对变形分布的影响如下图:

只要坯料的塑性允许,应尽量采取大压下量拔长。但为了避免锻件产生折叠,单边压下量应小于送进行量。
2.4.3 砧子形状的影响
用不同形状的砧子拔长时,坯料内部变形区分布也不同。
见下图。当采用上、下V型砧拔长时,坯料中心的变形程度最大,又处于强烈三向应力状态,因此能很好锻合心部缺陷,并且拔长效率也高,坯料轴心线不易偏移。
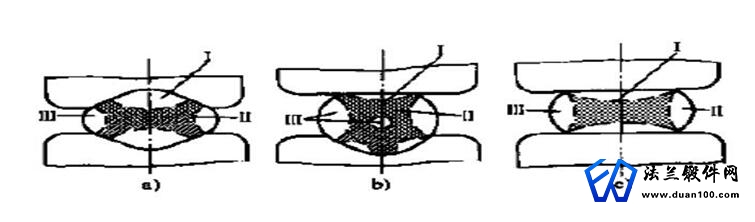
当采用上平、下V形砧拔长时,最大的变形区不在坯料中心,而在距中心1/2~3/4半径处,故锻透不理想。
当采用上、下平砧拔长矩形截面坯时,只要相对送进量选取得合适,就能够使坯料的中心锻透。如果有大压下量,把坯料压成扁方,则锻透效果更好。
使用平砧拔长步骤:圆——方——扁方——方——八方——圆
2.4.4 拔长操作的影响
拔长时坯料送进与翻转的方法有三种:
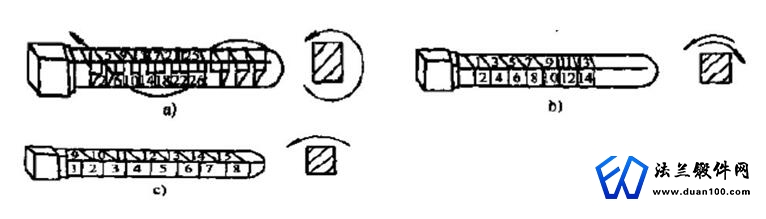
第一种方法是沿螺旋线翻轩90°,适用于锻造台阶轴锻件;第二种方法是反复翻轩90°拔长,常用于手工损伤锻造;第三种方法是沿着整个坯料长度拔长趟后翻转90°拔长,多用于锻造大型锻件。这种操作易使坯料产生弯曲,因此需先翻转180将料平正值,然后再翻转90°依次拔长。翻转前后拔长的送进位置要相互错开,这样才能使锻件沿轴线方向的变形趋于均匀。
2.5 宽砧高温强压法 (WHF) 法
宽砧高温大压下量拔长,改善了坯料内部的应力应变场,有利于内部孔隙缺陷的锻合、
压实。当增加砧面宽度并满砧送进(送进量不小于砧宽的70%~90%),在压下量为20%~25%,
W0/H0=0.6~0.9 时,坯料内应力应变分布较为合理,加上较高而均匀的温度场,孔穴和疏松结构将被有效地锻合压实。
在用WHF 法拔长时,沿砧子外缘约有35%~50%区域,孔洞难以闭合,为此两次压缩中间应有不少于10%砧宽的搭接量,并在翻料时注意错砧,以达到全部均匀压实的目的。
2.6 FM 锻造法
FM法(Free from Mannesmann effct)即中心无拉应力锻造法,它与普通平砧拔长的区
别在于只加宽了下砧。由于不对称的砧型配置,锻压时坯料内部产生不对称变形,中部拉应
力位置下移,这样钢锭芯部缺陷较多的部位将避开拉应力的破坯作用。
2.7 中心压实法 (J 、 T 、 S 法 )
中心压实法的实质是将坯料加热到允许的最高温度,然后表面先冷却降温(空冷、吹风或喷雾冷却),在中心还处于高温状态,用窄平砧沿坯料纵向加压,借且表层低温壳的限制作用,达到显著压实中心的效果。
3. 冲孔
3.1 定义
利用冲头在工件上冲出通孔或盲孔的操作过程。
3.2 作用
常用于锻造齿轮、套筒和圆环等空心锻件。
3.3 实心冲子冲孔
用实心冲子冲孔时,主要质量问题是“走样”、裂纹和孔冲歪等
3.3.1 冲孔“走样”
在分析冲孔变形特点时,可将坯料按两区考虑,冲头下面为圆柱区,冲头以外为圆环区。在冲孔过程中圆柱区金属的变形,相当于在圆环包围下的镦粗,被压缩的圆柱区金属必将拉着相邻的圆环区金属下移而产生拉缩现象,即上端面凹,高度减小,同时圆柱区金属被镦粗挤向四周,使圆环区相似在内压力作用下胀形,造成外径上小下大,下端面呈凸形,这些现象统称“走样”。冲孔时坯料的“走样”,与坯料直径D 0 与孔径d之比的关系很大,如下图。
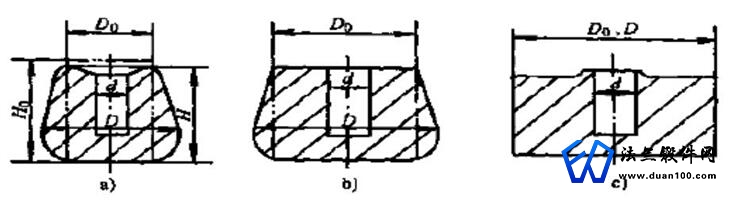
当D 0 /d≤2.5时,拉综严重,外径明显增大,如上图a;
当D 0 /d=3~5时,几乎没有拉缩现象,外径仍有所增大,如上图b;
当D 0 /d>5时,由于环壁较厚,扩径困难,多余金属反挤向端面而凸台,如上图c。
3.3.2 冲孔裂纹
低塑性坯料冲孔时常易在外侧表面和内孔圆角产生纵向裂纹。外侧表面裂纹的产生,是由于冲头下部金属向外流动时,使外层金属切向受到拉应力和拉应变而引起的D 0 /d越小时,外层金属的切向伸长变形越大,越应产生裂纹,通常取D 0 /d≥2.5~3。
内孔圆角处裂纹,是由于此处温度降低较多,因而塑性降低,加之冲头一般有锥度,当
冲子往下运动时,此处便被胀裂。因此,为避免产生裂纹,冲子的锥度不宜过大,冲Cr12Mo型钢等低塑性材料时,不仅要求冲子锥度较小,而且要经过多次重复加热,逐步将孔冲成。
3.3.3 孔冲歪
歪的原因较多,如冲子放偏、坯料温度及性能不均匀、冲头磨损各处的圆角、斜度不一致等。原坯料越高越易冲歪。因此,冲孔高度H一般宜小于直径D,个别采用H/D≤1.5。
后的高度H通常小于或等于坯料原高度H 0 。因此,实心冲子冲孔时,坯料高度按下述考虑:
当/d<5时,取H 0 =(1.1~1.2)H;
当D 0 /d≥5时,取H 0 =H。
3.3.4 操作要领
a.冲孔前坯料必须镦粗,以使高度减小、直径增大、端面平整;
b.冲头必须对中放正,打击方向垂直向下;
c.在冲出的盲孔内撒上煤末或木炭粉,以便取出冲头;
d.在冲孔过程中应把坯料绕轴心线转动,防止孔形位置偏斜。
实心冲子冲孔的优点是,操作简单,芯料损失较少,高度h≈0.25H。这种方法广泛应用于孔径小于400~500mm的锻件。
3.4 空心冲子冲孔
这种方法主要用于孔径在400mm以上的大锻件。冲孔时坯料形状变化较小,芯料损失大,但对锻造大锻件而言,却是非常有利的,能将钢锭中心质量差的部分冲掉,为此在冲孔时应将钢锭冒口端向下。
4. 扩孔
4.1 定义
减小空心坯料壁厚而增加其内、外径的锻造过程。用于锻造各种圆环锻件。
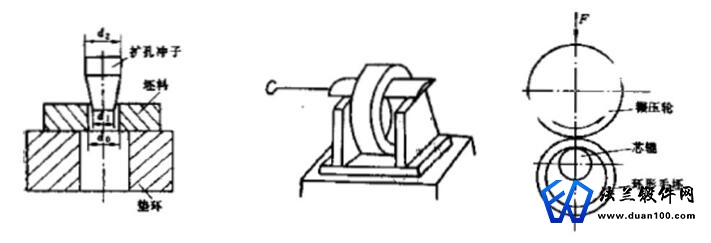
4.2 方法及种类
常用的扩孔方法有冲子扩孔、芯轴扩孔(又叫马杠扩孔)、辗压扩孔、楔扩孔、液压扩孔和爆炸扩孔等。
更多法兰锻件资讯,就上法兰锻件网










