
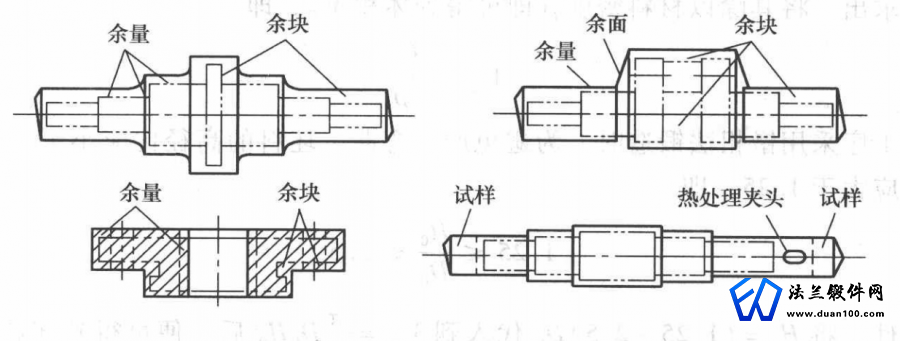
锻件的各种尺寸、余量和公差的关系如图所示。
1.加工余量
一般锻件的尺寸梢度和表面粗糙度达不到零件图的要求,锻件表面应留有供机械加工用的金属层,该金属层称为机械加工余量(简称余量)。
余量大小主要取决于零件的形状尺寸、加工精度、表面质量要求、锻造加热质量、设备工具精度和操作技术水平等。对于非加工面,则无须加放余量。零件公称尺寸加上余量,即为锻件公称尺寸。
2.锻造公差
锻造生产中,由于各种因素的影响,如终锻温度的整异,锻压设备、工具的精度和工人操作技术水平的差异,锻件实际尺寸不可能达到公称尺寸,允许有一定的偏差,这种偏差称为锻造公差,锻件尺寸大于其公称尺寸的偏差称为上极限偏差(正偏差),小于其公称尺寸的偏差称为下极限偏差(负偏差)。锻件上各部位不论是否需机械加工,都应注明锻造公差。通常锻造公差为余量的1/4-1/3。
锻件的余量和公差具体数值可查阅相关标准确定。

3.锻造余块
为了简化锻件外形或根据锻造工艺需要,零件上较小的孔、狭窄的凹槽、直径差较小而长度不大的台阶等难于锻造的地方,通常都需填满金属,这部分附加的金属叫做锻造余块。
4.检验试样及工艺夹头
除了锻造工艺要求加放余块之外,对于某些有特殊要求的锻件,尚流在锻件的适当位置添加试样余料,以供锻后检验锻件内部组织及测试力学性能。另外,为了锻后热处理的吊挂、夹持和机械加工的夹持定位,常在锻件的适当位货增加部分工艺余块和夹头。这样设计的锻件形状与零件形状往往有差异。

5.绘制锻件图
在余公差和各种余块确定后,便可绘制锻件图。
在锻件图中,锻件的形状用粗实线描绘。为了便于了解零件的形状和检验锻后的实际余留,一般在锻件图内用双点画线画出零件形状(零件的外轮廓)。锻件的尺寸、公差标注在尺寸线上面,零件的公称尺寸加括号后标注在相应尺寸线下面。如锻件带有检验试样、热处理夹头时,在锻件图上应注明其尺寸和位在图上无法表示的某些要求,以技术条件的方式加以说明。
更多法兰锻件资讯,就上法兰锻件网










