

(1)使用润滑剂和预热工具。为降低工具与坯料接触面的摩擦力,镦粗低塑性材料时采用玻璃粉、玻璃棉和石墨粉等润滑剂,为防止变形金属很快地冷却,镦粗用的工具应预热至200℃-300℃。
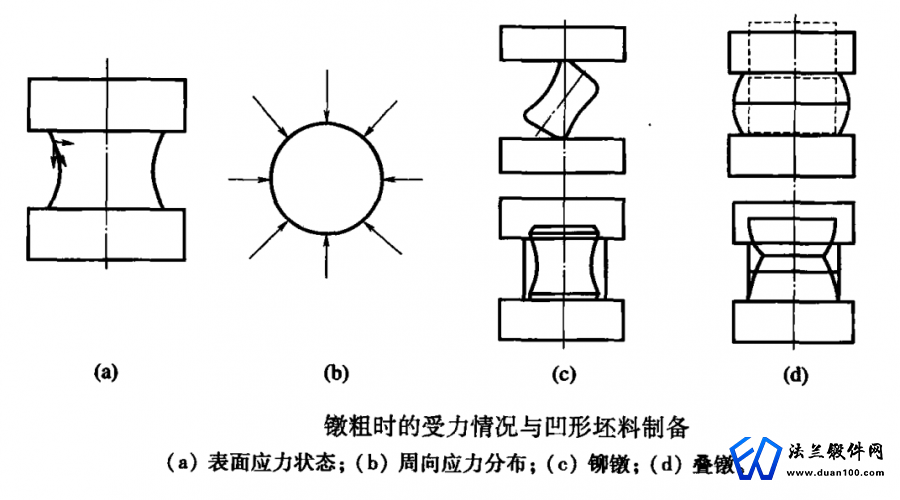
(2)采用凹形毛坯。锻造低塑性材料的大型锻件时,镦粗前将坯料压成凹形,所示,可明显提髙锻件镦粗时允许的变形程度。这是因为凹形坯料镦粗时,沿径向产生压应力 分量,对侧表面的纵向开裂起阻碍作用,并减小鼓形,使坯料变形均匀。获得侧凹坯料的方法有铆镦、叠镦。
(3)采用铆镦、叠镦和套坏内镦粗。
①铆镦就是预先将坯料端部局部成形,再重击镦粗把内凹部分镦出,对于小坯料,先将坯料斜放,轻击,旋转锻成所示的形状。
②叠镦是将两件锻件叠起来镦粗,形成鼓形,如图所示,然后翻转锻件继续镦粗消除鼓形,不仅能使变形均匀,而且能显著地降低变形抗力。这种方法主要用于扁平的圆盘锻件。
③在套环内镦粗这种方法是在坯料的外圈加一个族钢外套,靠套环的径向压力来减小坯料的切向拉应力,镦粗后将外套去掉。
上述工艺措施均会使坯料沿侧表面有压应力分量产生,因此产生裂纹的倾向显著降低,又由于坯料上、下端面部分也有较大的变形,故不再保留铸态组织。

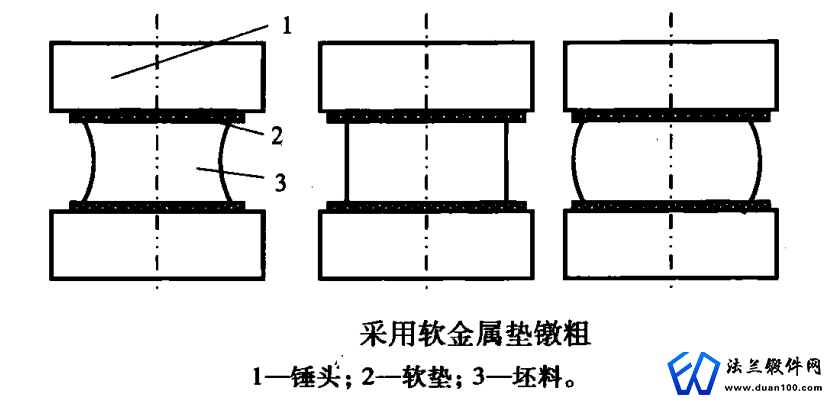
(4)采用软金属垫镦粗。热镦粗较大的低塑性锻件时,在工具和锻件之间放置一块温度不低于述料温度的软金属垫板(一般采用碳素钢),使锻件不直接受到工具的作用。由于软垫的变形抗力较低,优先变形并拉着锻件径向流动,结果锻件的侧面内凹。当继续镦粗时,软垫直径增大,厚度变薄,温度降低,变形抗力增大,镦粗变形便集中到锻件上,使侧面内凹消失,呈现圆柱形。再继续镦粗时,可获得变形程度不大的鼓形。
更多法兰锻件资讯,就上法兰锻件网










