
将毛坯局部或全部横截面面积增大、高度减小的锻造工序称为镦粗。
一、镦粗变形区
在平砧上镦粗圆柱形毛坯时,其变形分布如下图所示。
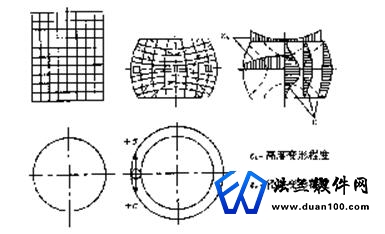
Ⅰ区:受摩擦和砧子激冷影响最大,该区变形十分困难,称为“难变形区”。
Ⅱ区:不但受摩擦的影响较小,应力状态也有利于变形,该区变形程度最大,称为“大变形区”。
Ⅲ区:其变形程度介于 ÿ 区和 þ 区之间,称为“小变形区”。因鼓形部分存在切向拉应力,容易引起表面产生纵向裂纹。
二、镦粗工艺规则
1.使用钢锭做原料时,应先将钢锭倒棱并切除冒口和底部,重新加热后再锻造镦粗。
2.镦粗前应将坯料加热到始锻温度并使温度均匀。
3.圆柱体坯料镦粗时,高径比应小于2.5~3.0;方形柱体坯料镦粗时,坯料长度与截面最小边长之比应小于3.5~4.0。
4.高径比大于3.0的小型坯件,用手工操作也可以进行镦粗,但要采取各种矫正措施以防止出现折纹。
三、预防和矫正镦粗缺陷的方法
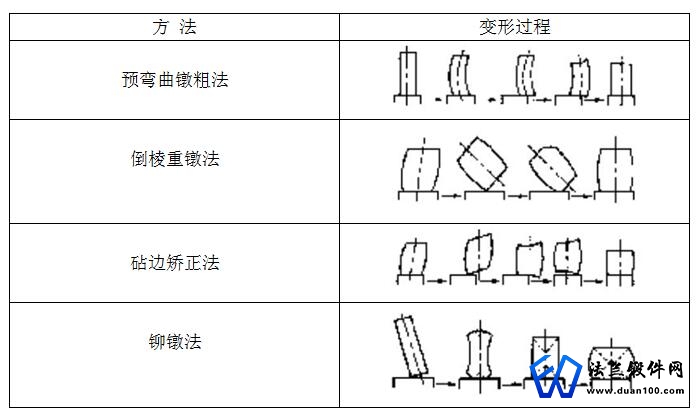
镦粗过程中主要的变形缺陷有:产生鼓形、弯曲和歪斜。
1.减小鼓形的工艺措施可采用凹形坯料镦粗。
2.防止弯曲和歪斜的工艺措施见表。
更多法兰锻件资讯,就上法兰锻件网










